상세 컨텐츠
본문
TAKEDA 한국판매대리점 (주)성현
TAKEDA형강가공복합기 국내 최대판매 설치 유지관리
タケダ機械 VRプロダクトショールーム (takeda-mc.co.jp)
タケダ機械 VRプロダクトショールーム
www.takeda-mc.co.jp
https://www.youtube.com/watch?app=desktop&v=eFuyH-f5pek
タケダ機械株式会社
SHAPED STEEL PROCESSING MACHINE 形鋼加工機のスタンダード
www.takeda-mc.co.jp

CBF-4020W/4020Ⅱ-ATC|タケダ機械株式会社 (takeda-mc.co.jp)
CBF-4020W/4020Ⅱ-ATC|タケダ機械
ドリル孔あけ&丸鋸切断複合機 (超硬刃・ハイス刃対応) CBF-4020W/4020Ⅱ-ATC 幅広い加工範囲、 400×200mmのH形鋼などに対応!!
www.takeda-mc.co.jp
형강복합가공기 Circular saw boring Fully automatic
형식 CBF-3015Ⅱ-ATC
옵션사양/ 탭사양/반입장치(200×10P)/반출슈타컨베어/외부일시정지/JP마킹장착/NC기연동데이타작성소프트(USB)
작업준비시간을단축.ATC장치로 가공도중에4종류의 공구교환이 자동화되어 생산성향상
서보모타+볼네지로 안정화 실현
소재에따라서초경톱날과하이스톱날을 구분사용
자동반입장치 생산능률효율화 (옵션)




CBF-3015Ⅱ-ATC 특장
본기계는 드릴및원형톱날로서 3축동시구멍뚫기와 고속.고정밀도절단이 가능한 복합기이다다양한옵션을병행함으로서 한층더 요망에 응답하고있습니다
1. 대화형컴퓨터로서 쉬운조작
데이타입력은컴퓨터에서의 문의에대하여 키를누르는것만으로대화형입력이며 자동적으로 프로그래밍되어 전자동운전을하는NC시스템이다/화면표시는 확실하고 편리한 그래픽(그림.도면)방식을 채용하고있다
2.측장.재료이송.위치결정을하는 자동으로사이즈결정멈춤장비 자동측장장치
유압자동그립파로 재료미단을 그립파하여 측장.실측확인을하여 고속으로재료를이송한다 또 재료의휨을흡수하는기능도 장비하고있다
3.3축동시구멍뚫기
구멍둟기는 드릴방식으로3축동시에가공이가능하기때문에 최단으로 구멍뚫기가공을한다 .또한 드릴링에서 마킹가공도 가능하다
4.각파이프 通し穴관통(Through hole)구멍가공
상부축으로 높이125mm이하의각파이프에대한 관통(Through hole)구멍가공이가능하다
5.ATC장치(자동공구교환장치)
ATC장치가장착되어있기떄문에 가공공정이자동화되어 가공도중애에공구교환작업이생략되어기계정지시간이감소됩니다
6 안정된가공실현
구멍뚫기.절단과함꼐 이송축에서보모타+볼네지를 채용함에따라서 속도의자동조정및가공정도와공구수명의향샹을 실현합니다
7.고속,고정밀도절단
두꺼운재료는초경톱날. 얋은재료에서는 하이스톱날 소재에따라서톱날을 나누어사용한다
하부측면에서의 옆슬라이드 UP(상)절단방식으로 이바리가적고 각파이프에있어서도휨이랑 비스듬절단현상이극히적은 고속.고정밀도절단을 실현한다
8.궤적한그린미스트방식채용
그린미스트방식의 채용에따라서 환경오염이적고 재료가 젖지않기때문에 후처리가 불필요하게된다
9.재료자동반입장치 150×10본/150×6본(옵션)
재료길이 4500~12500mm까지의재료를 자동으로사이즈결정멈춤장치(自動定寸装備/캐리지)로 반입할수있다
10본사양인경우 폭150mm이하 최대10본까지 스톡(재고)할수있다 6본사양인경우 폭150mm이하 최대6본까지 스톡(재고)할수있다
10.제품 인자마킹(옵션)
잉크젯트장치에의하여 높이10mm 폭13.5mm 최대20문자까지의인자(흑색)가 가능하다
CBF-3015Ⅱ-ATC 가공능력
| 재료 |
자동 절단범위 |
각형강관 |
□ 50~ □ 150 |
50×50~300×150 mm이내의 H. [ .□ .L등 (단지 형상에따라서 자동가공불가도 있음) |
| 앵글 |
L50×50〜L150×150 |
|||
| 찬넬 |
[75×40〜[300×90 |
|||
| H형강 |
H100×50~H300×150 |
|||
| C찬넬 |
C75×45×15~C250×75×25 |
|||
| 최대중량 |
600Kg |
|||
| 두께 |
2.3mm이상 |
얋은두께의경우 톱날의수명이저하 합니다 |
||
| 3.2mm이하 |
하이스톱날사용 |
|||
| 최대길이 |
12500mm(12695mm) |
그외 수종류가능 |
||
| 최소길이 |
4500mm |
충돌스타트의경우 1000mm |
||
| 강종 |
일반구조용강 |
|||
| 톱날 |
사이즈 |
초경 |
Φ510×3.5mm(□125mm까지) |
|
| Φ530×3.5mm(□150mm까지) |
||||
| Φ530×3.8mm(□150mm까지) |
||||
| 하이스 |
Φ450×2.5mm(□100mm까지) |
|||
| Φ510×3.0mm(□125mm까지) |
||||
| Φ530×3.0mm(□150mm까지) |
||||
| Φ550×3.0mm(□150mm까지) |
||||
| 드릴사이즈 |
가공지름 범위 |
Φ9,0~ 33,5 |
||
얋은두꼐C찬넬의 가공시 드릴이 흔들려 가공구멍이 진원이 되지않은 경우가있습니다
철골용드릴 Φ26.5초과~33,5이하는MT#4홀다가 필요하다




CBF-4020II-ATC
옵션사양/ 탭사양/반입장치(200×10P)/반출슈타컨베어/외부일시정지/JP마킹장착/NC기연동데이타작성소프트(USB)
신제품으로 3축 드릴천공&서클라스(원형톱날)절단복합기 '
CBF-4020II-ATC'는 4종류의공구교체가 가능한자동공구교체장치를탑재하여드릴교환준비의 기계정지시간 생략을 실현.,
기존기계보다 천공및절단함께 이송축에 서보모터+볼스크류를 채용하여 가공정확도를 개선하고,
또 서클라스(톱날)부 미션개량과 아울러 절단이송속도를 가변으로하여 절단 속도가 향상.
무게 900kg까지 대형 소재(각파이프, 앵글, 찬넬, H형강) 대응.
옵션으로 자동 반입장치, 자동 반출장치, NC기연동가공데이터작성소프트, 인자마킹장치 등을 준비.
【가공능력・재료사이즈】
공급소재길이(mm):2500~12500
재료사이즈 자동절단범위
각파이프:□50~□200mm
앵글:L50 × 50~L200 × 200mm
찬넬:[ 75 × 40~[ 380 × 100mm
H형강:H100 × 50~H400 × 200mm
드릴구멍파이:φ9~φ32
형강복합기CBF4020II(ATC)
판매완료 TAKEDA복합기 CBF-4020II-ATC 신품 3월27일 도착완료 Circular saw boring Fully automatic 옵션사양포함/탭사양/반입장치(200×10P)/반출슈타컨베어/외부일시정지/IJP마킹기장착/NC기연동데이타작성소프..
blog.daum.net
CBF-4020II-ATC
자동측장장치장착. 드릴천공및서클라스(초경톱날)절단 복합기
폭넗은가공범위 400×200mm의 H형강등에 대응
ATC장치로4종류의 공구교환이 가능
3축동시구멍가공(마킹가공도가능)
CBF-4020Ⅱ-ATC는 이전의 기종과비교하면 톱날이송축을AC서보+볼네지스크류로 변경하고있기떄문에
절삭효율을포함15%이상효율이 향상되었다
●반송위치결정속도 60m/min고속자동측장장치(캐리지)
●상부축에서 높이125mm이하의각파이프의 관통구멍가공가능
●구멍가공.절단의 이송축에 서보모타+볼네지 채용
●횡(옆)스라이드.다운컷트방식채용으로 고속.높은정밀도절단
●그래픽방식(그림.도면)의 대화형컴퓨터로 간단한조작
●데이터의 외부입출력용에 USB포트를 1포트탑재
●재료가 거의 빠지지않은 쾌적한환경그린미스트방식
가공범위
각파이프 / 50~200
앵글/50×50~200×200
찬넬/75×40~380×100
H형강/100×50~400×200






생산성
샘플가공데이터에따른 가공시간비교
| 샘플재료(mm) | H200×100×5.5×8 |
| 재료길이(mm) | 12000 |
| 제품길이(mm) | 3900 |
| 구멍파이(mm) | 14파이 22파이 |
| 다른파이구멍처리 | 있음 |
| 절단회수 | 4회 |
| CBF4020II-ATC | CBF4020W | |
| 소재1본당가공시간 | 10분26초 | 17분56초 |
| 제품수(1h당) | 17.3본 | 10.0본 |
| 제품수(8h당) | 138.4본 약73%향상 |
80.0본 |
절단가변제어에따른 절단시간비교
재료사이즈로부터 가변포이트를 연산하여 설정된속도비율로 속도를 가변시킨다
절단시간비교 재료:H200×100×5.5×8
| 절단속도 | 절단시간 | |
| CBF4020II-ATC절단속도 | 15.92 mm/sec | 26.81sec 약13%향상 |
| 가변속도A | 10.35mm/sec | |
| 가변속도B | 7.96mm/sec | |
| 가변속도C | 15.92 mm/sec | |
| CBF4020W절단속도 | 10.61 mm/sec | 30.50sec |

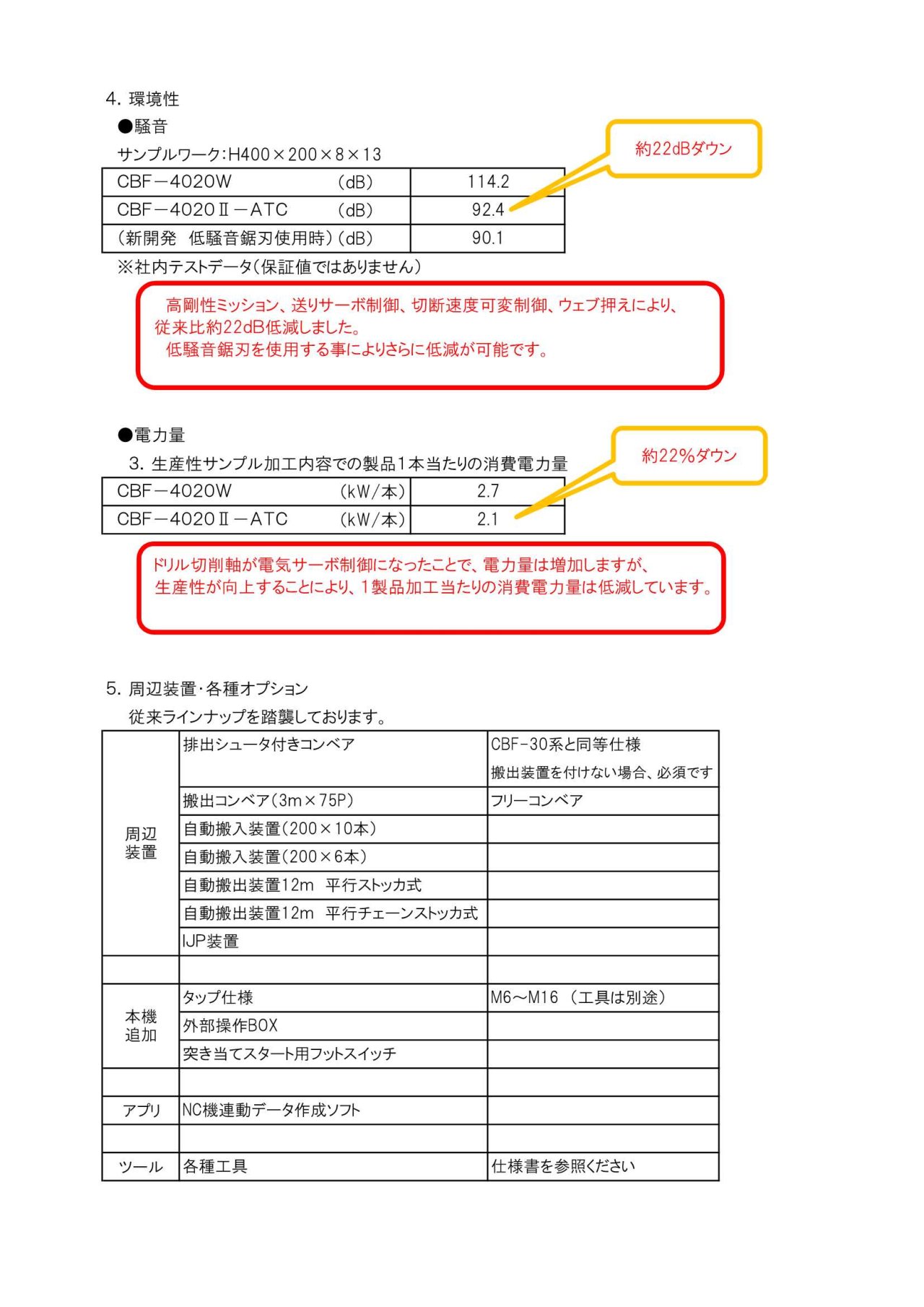
환경성
소음
샘플재료 : H400×200×8×13
| CBF4020W(dB) | 114.2 |
| CBF4020II-ATC(dB) | 92.4 약22dB 다운 |
| (신개발 저소음톱날사용시) (dB) | 90.1 |
| 사내테스트데이터(보정치는아닙니다) | |
고강성미션. 이송서보제어.절단속도가변제어.웨이브누름에의한
이전기계와비교 약22dB저감하였습니다
저소음톱날을사용함에따라더욱더 저감이 가능합니다
전력양
3생산성샘플가공내용에서의 제품1본당의 소비전력양
| CBF4020W (KW/본) | 2.7 |
| CBF4020II-ATC (KW/본) | 2.1 약22%다운 |
드릴절삭축이 전기서보제어로 된것으로서 전력양은증가합니다만
생산성이향상하는것엠따른 1제품가공당의소비전력양은 저감하고있습니다
주변장치. 각종옵션
종래(이전)라인업을 답습하고하고있습니다
| 주변장치 | 반출슈타장착컨베어 | CBF-30계통과동등사양 반출장치를 장착하지않는경우 필수항목입니다 |
| 반출컨베어 (3m×75P) | 프리컨베어 | |
| 자동반입장치(200×10본) | ||
| 자동반입장치(200×6본) | ||
| 자동반출장치12m 평행스토커식 | ||
| 자동반출장치12m 평행체인스토커식 | ||
| IJP장치 | ||
| 본기계 추가 | 탶사양 | M6~M16(공구는별도) |
| 외부조작BOX | ||
| 충돌스타트용발스윗치 | ||
| 어플 | NC기연동데이타작성소프트 | |
| 툴 | 각종공구 | 사양서참조 |
스페이스 비교
CBF4020W (아래도면참고)
CBF4020II-ATC(아래도면참고)
제어반을 일체화하였기떄문에 짫다 4435
캐리지푸샤의 유압실린더를 떙김방향누름으로 변경하였기때문에 짫다 2615
배출슈타컨베어가 1.5m사양이기떄문에 짫다
기준면(Y=0)에서 권장설치범위(벽면)까지의거리는380mm증가하고있다

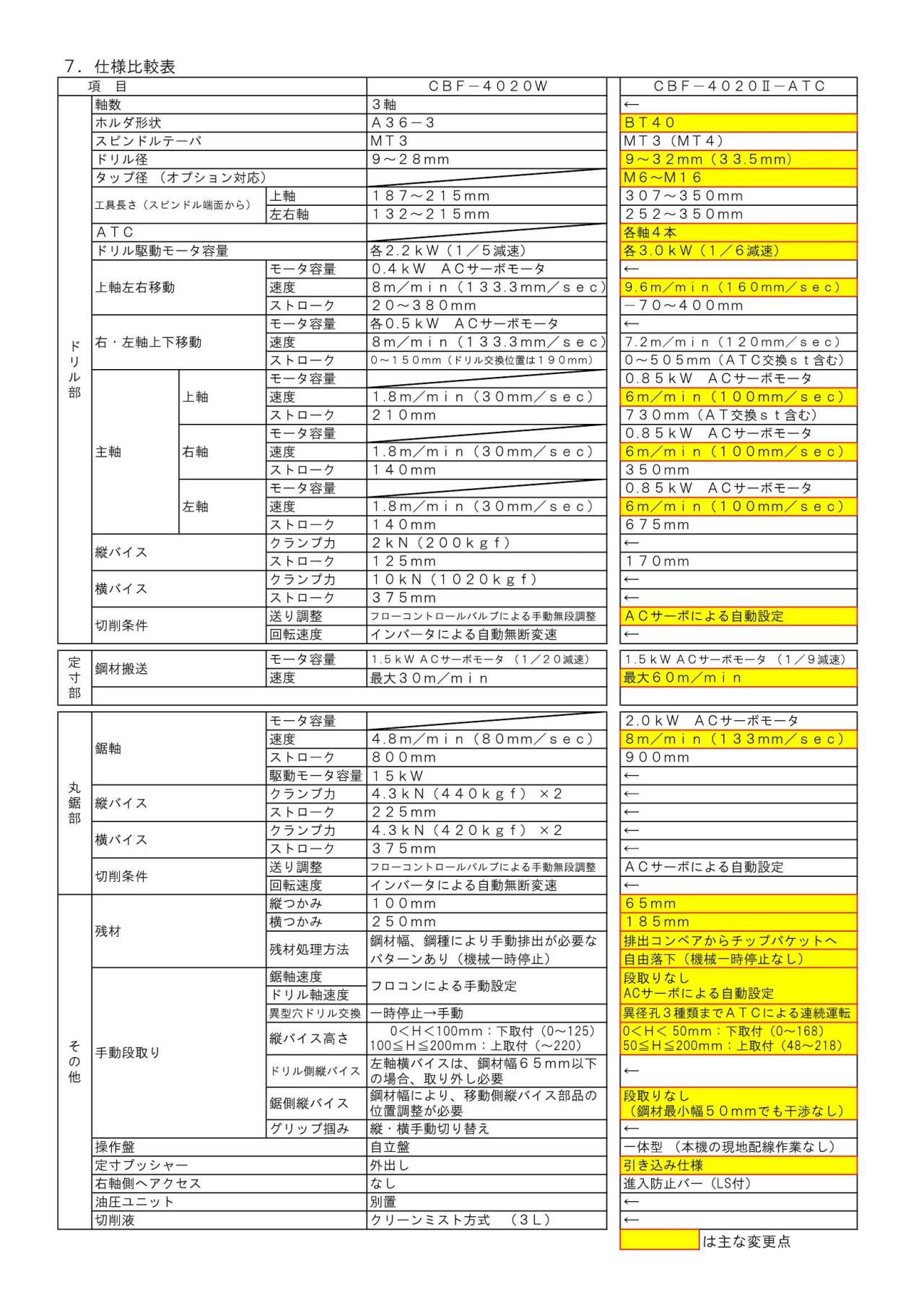
비교사양표 (빨강글씨는 주요한 변경사항임)
▶드릴부
| 항목 | CBF-4020W | CBF-4020II-ATC | ||
| 축수 | 3축 | ← | ||
| 홀다형상 | A36-3 | BT40 | ||
| 스핀돌테파 | MT3 | MT3(MT4) | ||
| 드릴파이 | 9~28mm | 9~32mm(33.5mm) | ||
| 탶파이(옵션대응) | M6~M16 | |||
| 공구길이 (스핀돌단면에서) |
상축 | 187~215mm | 307~350mm | |
| 좌우축 | 132~215mm | 252~350mm | ||
| ATC | 각축4본 | |||
| 드릴구동모타용량 | 각2.2KW(1/5감속) | 각3.0W(1/6감속) | ||
| 상축좌우이동 | 모타용량 | 0.4KW AC서보모타 | ← | |
| 속도 | 8m/min(133.3mm/sec) | 9.6m/min(160mm/sec) | ||
| 스토로그 | 20~380mm | -70~400mm | ||
| 좌.우축 상하이동 | 모타용량 | 각0.5KW AC서보모타 | ← | |
| 속도 | 8m/min(133.3mm/sec) | 7.2m/min(120mm/sec) | ||
| 스토로그 | 0~150mm(드릴교환위치190mm) | 0~505mm(ATC교환st포함) | ||
| 주축 | 상축 | 모타용량 | 0.85KW AC서보모타 | |
| 속도 | 1.8m/min(30mm/sec) | 6m/min(100mm/sec) | ||
| 스토로그 | 210mm | 730mm(ATC교환st포함) | ||
| 우축 | 모타용량 | 0.85KW AC서보모타 | ||
| 속도 | 1.8m/min(30mm/sec) | 6m/min(100mm/sec) | ||
| 스토로그 | 140mm | 350mm | ||
| 좌축 | 모타용량 | 0.85KW AC서보모타 | ||
| 속도 | 1.8m/min(30mm/sec) | 6m/min(100mm/sec) | ||
| 스토로그 | 140mm | 675mm | ||
| 종바이스 | 크램프파워 | 2KN(200kgf) | ← | |
| 스토로그 | 125mm | 170mm | ||
| 횡바이스 | 크램프파워 | 10KN(1020kgf) | ← | |
| 스토로그 | 375mm | ← | ||
| 절삭조건 | 이송조정 | 후로콘트롤밸브에의한수동무단변속 | AC서보모타에의한자동설정 | |
| 회전속도 | 인버트에의한 수동무단변속 | ← | ||
CBF-4020Ⅱ-ATC는 이전의 기종과비교하면 톱날이송축을AC서보+볼네지스크류로 변경하고있기떄문에
절삭효율을포함15%이상효율이 향상되었다
▶캐리지부
| 항목 | CBF-4020W | CBF-4020II-ATC | |
| 재료반송 | 모타용량 | 1.5KW AC서보모타 (1/20감속) | 1.5KW AC서보모타 (1/9감속 |
| 속도 | 최대 30m/min | 최대 60m/min | |
▶톱날부(서클라스부)
| 항목 | CBF-4020W | CBF-4020II-ATC | |
| 톱날축 | 모타용량 | 2.0KW AC서보모타 | |
| 속도 | 4.8m/min(80mm/sec) | 8m/min(133mm/sec) | |
| 스토로그 | 800mm | 900mm | |
| 구동모타용량 | 15KW | ← | |
| 종바이스 | 크램프 파워 | 4.3KN(440kgf)×2 | ← |
| 스토로그 | 225mm | ← | |
| 횡바이스 | 그램프 파워 | 4.3KN(420kgf)×2 | ← |
| 스토로그 | 375mm | ← | |
| 절삭조건 | 이송조정 | 후로컨트롤밸브에의한수동무단변속 | AC서보에의한 자동설정 |
| 회전속도 | 인버트에의한자동무단변속 | ← | |
▶그외
| 항목 | CBF-4020W | CBF-4020II-ATC | |
| 잔재 | 종크램프 | 100mm | 65mm |
| 횡크램프 | 250mm | 185mm | |
| 잔재처리방법 | 강재폭.강재종류에따라 수동반출이필요한패턴있음 (기계일시정지) |
반출컨베어에서 칩바켓츠로 | |
| 자유낙하 (기계일시정지없음) |
|||
| 수동 단도리 |
톱날축속도 | 후로콘에의한수동설정 | 단도리없음 AC서보모타에의한자동설정 |
| 드릴축속도 | |||
| 다른형구멍 드릴교환 |
일시정지 →수동 | 다른형구멍3종류까지 ATC에의한연속운전 |
|
| 종바이스높이 | 0<H<100mm: 아래부착(0~25) 100<=H<=200mm: 위부착(~220) |
0<H<50mm: 아래부착(0~168) 50<=H<=200mm: 위부착(48~218) |
|
| 드릴측종바이스 | 오른쪽축횡바이스는 강재폭65mm이하인경우 탈착필요 |
← | |
| 톱날측종바이스 | 강재폭에따라 이동측종바이스부품의 위치조정이 필요 |
단도리없음 (강재최소폭50mm에서도 간섭없음) |
|
| 그립파물기 | 종.횡 수동으로 바꿈 | ← | |
| 조작반 | 자립반 | 일체형 (본기계의현재배선작업없음) |
|
| 캐리지푸샤 | 바깥으로내기 | 끌어들임사양 | |
| 오른쪽으로 악세스 | 없음 | 진입방지바(리밋트스윗치장착0 | |
| 유압유니트 | 별도설치 | ← | |
| 절삭액 | 그리미스트방법(3L) | ← | |